S-BOND TECHNOLOGY
Solder Joint Structures
Graphite Bonding
S-Bond® can join to all graphite materials and infiltrated C:C (carbon composites). Graphite/carbon does require special processing to establish a chemical bond with the carbon or graphite surfaces. Joining with S-Bond® alloys requires a special high temperature / vacuum metallization with a specially formulated S-Bond paste / suspension that is done at S-Bond Technologies or under a special license. After the treatment, the reaction of titanium in the S-Bond with the carbon base materials creates a metallurgical bond.
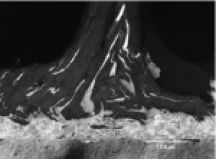
The figures to the left show the cross section of graphite foam [cell webs reacted and chemically bonded to S-Bond filler metal]. The figure shows the excellent interaction and infiltration of the S-Bond alloy that creates a chemically bonded structure which later can be soldered.
After the treatment, the graphite or carbon surfaces can be readily soldered using the S-Bond process at conventional soldering temperatures (200 – 280ºC), depending on the solder used in the joining. NOTE: Once the S-Bond metallization is complete, any solder filler may be used to the graphite/carbon surfaces, provided it is fluxless and uses mechanical agitation to disrupt the solder’s oxide surfaces during assembly.
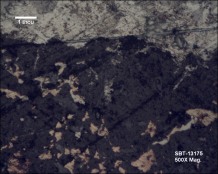
The figure to the left shows te structure of S-Bond that has been reated with regular graphite in the S-Bond vacuum thermal metallizton treatment. One can see the S-Bond filler metal has infiltrated the outer 20 microns of the particulate graphite structures.
S-Bond Technologies provides a range of versatile fabrication services to join carbon based components such as:
- graphite foam core cold plates
- graphite foam heat storage units
- thermal management devices
- diamond or diamond composite heat sinks
- SiC armor plates
- SiC based power electronic assemblies
- wear plates and surfaces
- graphite conductors and feedthru’s
Contact Us to discuss S-Bond’s solutions for graphite bonding, metal bonding, carbon bonding, brazing graphite and other all graphite materials and carbon composites. For additional information, see the Technology & Applications White Papers and our Blog.
More Information?
If you would like someone to contact you or provide information, please submit the information to the right.