Argonne National Laboratories selected S-Bond active solder technology to make water cooled high power microwave beam dump in its Advanced Photon Source which is a user-facility to producing extremely brilliant x-ray photon beams. The Advanced Photon Source uses high energy microwave beams to steer and create such x-ray photon beams. These beams once started cannot be shut down or restarted easily, so to facilitate the use the various beam lines, the microwave beams are diverted to beam dumps. These beam dumps consist of microwave cavities that are lined with SiC tiles bonded to water cooled rectangular copper enclosures that are heavy water cooled. SiC is a well know high efficiency absorber of microwave energy and thus is used in dampers.
The challenge faced by the Argonne engineers and physicists was to find a stable process for bonding the SiC tiles to copper bases that would provide thermal and electrically conductive interface and be able to take the thermal expansion mismatch during the bonding processes and in service. Active brazing and active soldering were considered since active brazes and solders are able to form metallurgical bonds with the SiC tiles. Active brazing, using Cu-Ag-Ti was tested and it was found the residual stresses stemming from the coefficient of thermal expansion (CTE) mismatch of SiC and copper led to the fracture of the SiC tiles upon cooling from the 860˚C brazing temperature to room temperature. S-Bond active soldering was selected as good alternative to active brazing since the solder bonding temperature of 250˚C yielded much lower CTE derived stresses and created a more compliant bond line that would better accommodate the heating and cooling stresses in service.
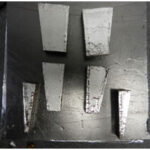
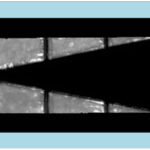
Figure 1 below show the S-Bond joined SiC tiles being bonded into one half of the microwave beam damper cavity indicating how S-Bond successfully joins SiC to copper. Figure 2 is an ultrasonic C-Scan of the bonded interfaces under each tile in the damper half
Figure 1a) SiC tiles with S-Bond solder metallization
prepared to be bonded onto copper bases.
Figure 1b). SiC tiles being solder bonded onto copper bases.
Figure 1c) SiC tiles completely bonded onto
copper bases with S-Bond active solders.
Figure 2) Acoustic C-Scan image of SiC tiles bonded onto copper base
with S-Bond solder. Grey is 100% bonded, white is void at bond line.
S-Bond Technologies has developed and demonstrated a “solder welding” process that is finding application in the repair of brazed aluminum heat exchangers.
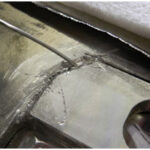
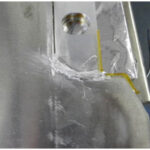
Aluminum heat exchangers and cold plates many times are brazed either by dip brazing or vacuum brazing. In these operations, aluminum braze filler metals are added to joint areas as pastes, brazing foils or braze alloy clad aluminum sheets. Depending on the complexity of the braze joint and the assembly, braze joints can on various occasions after the brazing cycle, be found to leak. Leaks at this point cannot be re-brazed since the aluminum braze filler metals cannot be melted without melting the entire component due to the interdiffusion of the silicon from the filler metal into the base metals. Thus brazed aluminum heat exchangers are normally weld repaired… but with limited success. Many times the weld will “chase” the crack and not seal it and the locally high silicon in the braze joint can also create inconsistent welds and if thin walls are part of the aluminum heat exchanger the high local temperatures from the welding process can “blow” holes in the thing gage. With these limitations on weld repair, solder repair is more viable.
Solder repair is viable since it has low heat input and is conducted below 250˚C, provided the solder filler metal can wet and adhere to the rework areas. Conventional soldering aluminum normally requires Ni-plating and or aggressive fluxes which complicate the rework procedures. S-Bond active solders bond to directly to aluminum and fill in crevices in aluminum surfaces without the need for flux and or preplating, thus it can be used to directly fill machined out leaks on braze joint in aluminum. The process consists of 1) locating leak areas (bubble testing is typically used) 2) grinding out the areas through and adjacent to the leaks, 3) deburring and degreasing the machined areas, 4) heating the plate locally or in its entirety to hold the repair area at 250˚C 5) melt the S-Bond filler active solder with the heat in the heat exchanger 6) spread the S-Bond solder into the joint to mechanically activate the solder to enable it to wet and adhere to the aluminum repair areas. NOTE: is has been found that ultrasonic activation using an ultrasonic solder tip can improve the reliability of the repair soldering process. The figures below illustrate the S-Bond solder aluminum repair on aluminum surfaces.
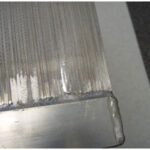
Figure 1a. Multiple plate and fin brazed aluminum heat exchanger
with indicated leak that has been machine out for repair.
S-Bond® active solders are being used extensively as a high conductivity bonding solution for foam cored phase change materials foam cored heat sinks. Increasingly, thermal management in electronics is the limiting factor in performance and/or life of electronics as higher power and higher speed in electronic devices generate more intense heat. High brightness LED’s, high speed/high bandwidth telecommunications, avionics, satellites and solid state conversion devices all have transient and steady power states where intense heat is generated and needs to be channeled away from the electronic device to prevent performance loss or permanent damage. The electronic industry is relying on a host of devices from conventional heat sinks with fins and fans to heat pipes and vapor chambers to more exotic materials and composites that include pyrolytic graphite or diamond. S-Bond materials and processes have been proven to be a good solution when bonding these various components and materials with a metallic “thermal interface material (TIM)” rather than filled polymeric bonding agents.
When electronics have a high transient heat output thermal engineers are using “phase change” heat sinks. Such heat sinks utilize “phase change materials (PCM’s)” that when exposed to heat absorb it very quickly and effectively as the material “changes phase”… either going from solid to liquid or liquid to vapor. Materials with high latent heats of fusion or latent heat of vaporization at or near the maximum temperatures that electronics are being used in the core of such heat sinks. In PCM heat sinks during the phase change there is the potential to rapidly absorb a high heat load… that can later be more slowly released to the atmosphere with cooling fins as the phase change is reversed and the heat is released away from the electronic device.
Two of the most used PCM’s are paraffin and water… each has a high latent heat of fusion or heat of vaporization, respectively. The challenge in the use of PCM’s is to overcome their relatively low thermal conductivities. For example, in heat sinks with paraffin as the PCM, when the heat transfers from the electronic device into the heat sink package, the outer layer of paraffin melts and then slows the transfer of heat into the solid paraffin core. To offset this heat flow limitation, designers are incorporating metallic or graphitic foams into the core of the heat sinks. The foams’ cells separate the PCM’s into small reservoirs that are surrounded by high thermal conductivity cell walls that then transfer the heat to a small PCM filled pore in the foam and therefore quickly melts the paraffin or vaporizes the water. Later in the “reverse” cycle, the conductive foam “cell walls” transfer the heat out of the PCM filled pores to solidify or condense the full volume PCM in the heat sink.
S-Bond joining has found excellent application in paraffin based PCM heat sinks in combination with graphitic foams (PocoFoam® or K-Foam®). S-Bond can effectively bond to graphite and graphite foams to heat sink package materials such as aluminum, copper and many heat sinks composites such Al-SiC, Al-Gr, Cu-W or Cu-Gr. In such graphite core/paraffin heat sinks. S-Bond Technologies has S-Bond metallized the Gr-Foam preparing for it to be soldered directly to the heat sink package. After S-Bond metallization, various S-Bond solders and processing can be used to bond the graphite foam to the components of the heat sink.
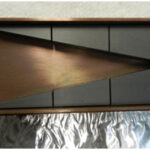
Figure 1 shows a PCM core finned Aluminum heat sink box used to cool high power laser diode packages mounted on the flat side opposite the side with the fins. The aluminum box contains a core of graphite foam bonded to the walls and base of the aluminum enclosure. The aluminum enclosure is then heated to 100˚C and filled and infiltrated with paraffin PCM’s. After filling the enclosure is sealed and the assembly is a PCM heat sink. When the laser diodes are on for intermittent periods of time the graphite foams thermally bonded to the wall of the enclosure heat the PCM… later when the heat load from the diodes are off, the bonded fins with air convection assist, cool and solidify the paraffin PCM to get the heat sink ready for the next thermal cycle. S-Bond active solder joining enabled the graphite foam to have an excellent thermal interface to the enclosure without filling the graphite foam and compromising the graphite foam’s ability to hold and transfer heat quickly to the paraffin PCM.
Figure 2. Graphite foam cored PCM heat sink for hot fluid channeled into the core.
Figure 2 shows another type of PCM cooling. The alternating bonded fluid circulating aluminum tubes bonded with S-Bond sandwiched between S-Bond metallized and bonded graphite foam plates. The stack is later encased in an enclosure and paraffin PCM is infiltrated into the foam to make a large ~ 24” x 24” x 12” PCM heat sink. When heated fluids circulate in the aluminum tubes the PCM filled graphite foam core rapidly absorbs the heat from the fluid.
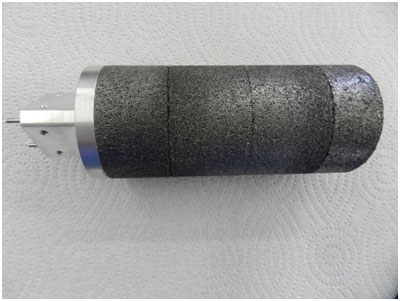
Figure 3 illustrates another style of PCM heat sinks that are mounted around a central heat pipe. In this design, S-Bond metallization of the faces and ID’s of the graphite annular rings permitted a graphite foam outer core to be become an effective PCM heat sink for a heat pipe cored thermal management device.
Contact us to evaluate how S-Bond can be used to enable your thermal management components to be made and how phase change material (PCM) heat sinks can be effectively incorporated into your designs.