sbondadmin
April 29, 2014
Metal to metal bonding is used in many applications for fabricating components where the metallic parts are too large or too complex to make from one piece of metal or the assembly contains dissimilar metals for various functions, such as: 1) physical properties such as electrical or thermal conductivity, 2) differences in thermal coefficient of expansion, 3) differences in corrosion, 4) differences in strength and/or modulus. For designers to utilize the optimum combination of metal properties, it is useful to have metal to metal bonding properties that optimally combine metals in an assembly.
Bonding technologies include: 1)Mechanical fastening, 2) Epoxy bond, 3) other Metal Adhesives, 4) Diffusion Bonding, 5) Explosive Bonding, 6) Weld & Weld Cladding, 7) Ultrasonic Welding, 8) Brazing and Soldering and 9) specialized active solder bonding. For strength mechanical fastening and welding are favored… for low cost, epoxy and other adhesive metal bonding are best but have limitations with regard to sealing, thermal conductivity, and stability over time. Diffusion and explosive bonding perhaps provides the best strength and interfaces between metals. However; for the best combination of bond properties and the least effect on base metal properties; ultrasonic welding, brazing, or soldering are the processes of choice. The choice of bonding process also entails the area of bond required, the joints’ physical properties and the effect the bonding process has on the base metal properties… all these are considerations when selecting bonding process. (more…)
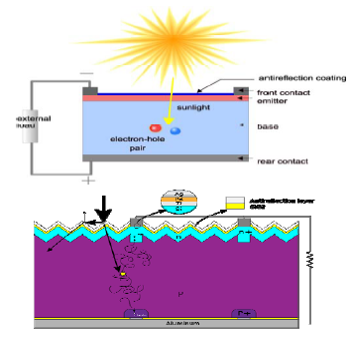 Figure 1. Illustration of solar cell.
Figure 1. Illustration of solar cell.